

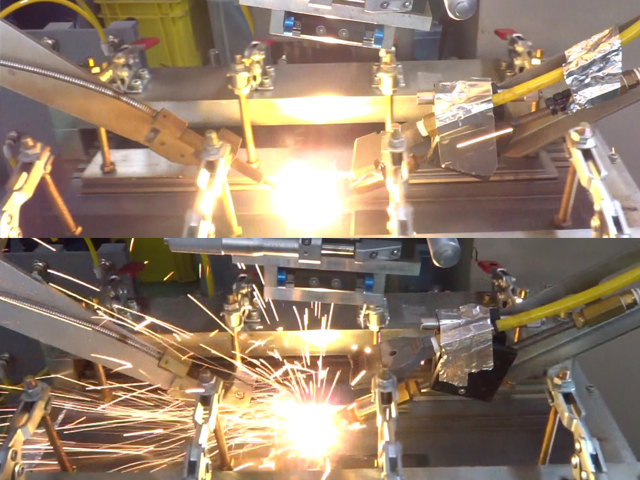
三菱電機は,100%子会社の多田電機株と共同で,「火花がほとんどでないファイバーレーザー溶接技術」を開発した(ニュースリリース)。
近年,レーザー溶接機には消費電力が低くビーム取り扱いが容易なファイバーレーザーの採用が増えており,今後更なる普及が予想されている。これまでのファイバーレーザー溶接は,溶融金属の飛散量の多さにより発生する接合部表面のくぼみや飛散物の固着を原因とした製品不良と,飛散を抑制するために溶接速度を遅く設定せざるを得ないことによる生産性の低下が課題だった。
レーザー溶接では,レーザー光を集光して照射した部分の金属が瞬時に溶融し,キーホールと呼ばれる深い溶け込み孔と周辺の溶融金属溜りが形成される。レーザー出力が高くなると,キーホールに沿った溶融金属の過大な上昇速度によって,溶融金属の飛散量が増加する。また,溶接速度が速くなっても,溶融金属の飛散量は増加する。
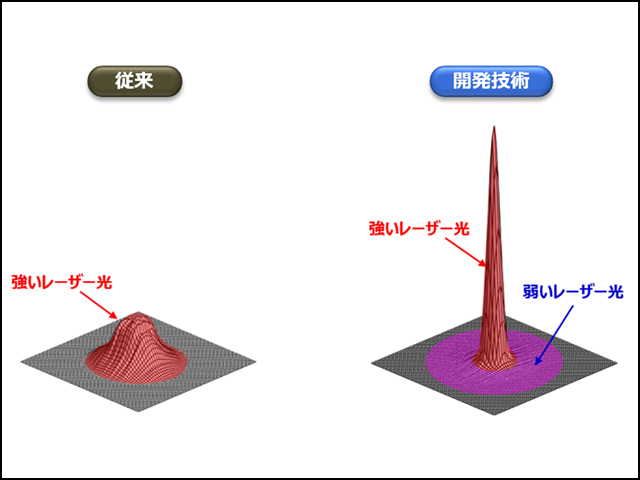
今回,同社は10,000件を超えるさまざまな溶接条件下で金属の溶融状況を高速度カメラで詳細に観察した結果,強いレーザー光の照射により金属を深く溶かしている部分の周囲に弱いレーザー光を照射してキーホールの開口部を押し広げることで,溶融金属の飛散を大幅に抑制できることを突き止めた。
これを踏まえ,レーザー光を伝送する光ファイバーの出口に設置する加工ヘッドの集光光学系に独自の工夫をすることで,従来と比較した場合,集光強度分布において尖鋭なピークを中央に,その周辺にはピークの1/10以下となるエネルギーを持つビームを形成することに成功した。
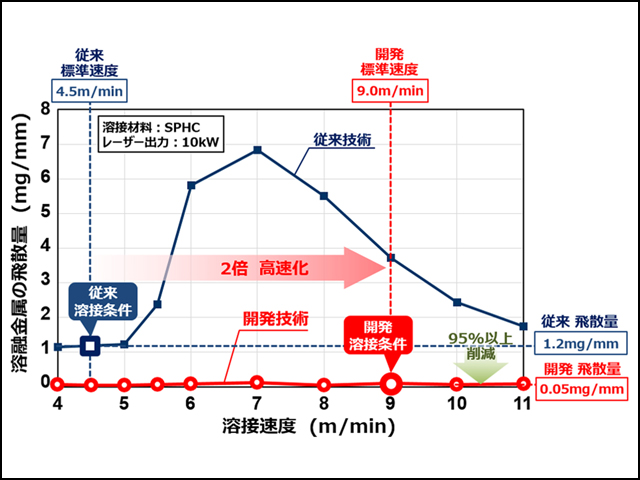
従来のファイバーレーザー溶接では,溶接速度が5m/minを越えた場合も溶融金属の飛散量が急激に増加する特性があるため,溶接品質を確保するためには溶接速度を遅くせざるを得なかった。今回,10kWの高出力ファイバーレーザーを用いて従来と同じ速度(4.5m/min)で厚さ4.5mmのSPHC(熱間圧延材)を溶接した場合,溶融金属飛散量を95%以上削減できた。また,2倍の速度(9.0m/min)に高速化しても飛散量は殆ど変わらず,溶接速度を2倍にできることも実証した。
開発した光学系は市販されている一般的なレンズを組合わせたもの。従来のビームシェイパーのような特注品ではないのでこれまでのヘッドと同程度の価格での提供が可能になるという。また,ファイバーレーザーのメーカーも問わないので,従来のレーザー加工装置のヘッドをリプレイスして使うこともできる。
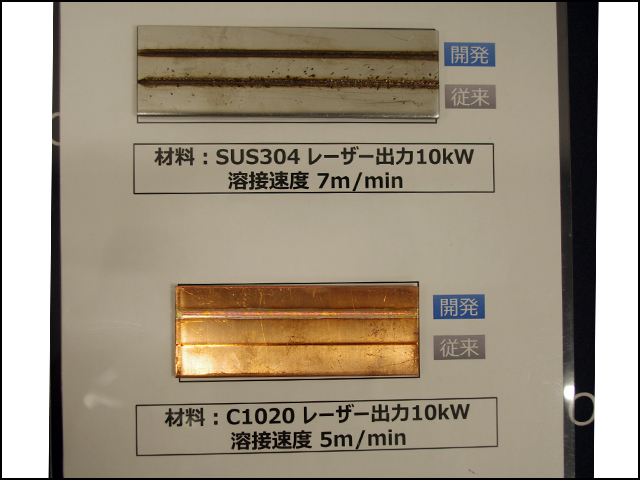
同社ではSPHCの他,SUSや銅などでも実験を行ない同様の結果を得ている。まずは鉄鋼溶接機において世界2位のシェアを持つ多田電気のファイバーレーザー溶接機に2019年度中に導入し,そのプレゼンスをアピールしながら,将来的には部品や自動車業界にも進出したい考えだ。